|
Boletín de la Sociedad Geológica Mexicana Volumen 75, núm. 1, A261122, 2023 http://dx.doi.org/10.18268/BSGM2023v75n1a261122
|
 |
Potencial de alcalinización de escorias siderúrgicas para el tratamiento de drenajes ácidos de minas
Alkalization potential of steel slag for the treatment of acid mine drainage
Daniel Alejandro Glatstein1,*, Franco Matías Francisca2
1Facultad de Ciencias Exactas Fı́sicas y Naturales, Universidad Nacional de Córdoba (UNC), Vélez Sarsfield 1611 (X5016CGA), Córdoba, Argentina. Instituto de Estudios Avanzados en Ingenierı́a y Tecnologı́a (IDIT), CONICET—Universidad Nacional de Córdoba, Córdoba, Argentina.
2Facultad de Ciencias Exactas Fı́sicas y Naturales, Universidad Nacional de Córdoba (UNC), Vélez Sarsfield 1611 (X5016CGA), Córdoba, Argentina. Instituto de Estudios Avanzados en Ingenierı́a y Tecnologı́a (IDIT), CONICET—Universidad Nacional de Córdoba, Córdoba, Argentina.
* Autor para correspondencia: (D Glatstein) This email address is being protected from spambots. You need JavaScript enabled to view it.
Cómo citar este artículo:
Glatstein, D. A., Francisca, F. M., 2023, Potencial de alcalinización de escorias siderúrgicas para el tratamiento de drenajes ácidos de minas: Boletín de la Sociedad Geológica Mexicana, 75 (1), A261122. http://dx.doi.org/10.18268/BSGM2023v75n1a261122
Manuscrito recibido: 19 de Mayo de 2022; Manuscrito corregido: 25 de Noviembre de 2022; Manuscrito aceptado: 30 de Noviembre de 2022.
RESUMEN
La minería resulta imprescindible para el desarrollo social, industrial y tecnológico de cualquier país, sin embargo los proyectos mineros mal gestionados pueden generar impactos negativos de gran severidad al ambiente y la salud humana. Entre estos impactos se encuentra el drenaje ácido de minas. Existen numerosos métodos físicos y químicos para el tratamiento del drenaje ácido de minas, pero la tendencia actual muestra una mayor eficiencia de los tratamientos pasivos, en particular con el uso de materiales naturales o residuales alcalinos. El presente trabajo analiza el potencial de alcalinización de dos tipos de escorias siderúrgicas, materiales históricamente considerados residuos de la industria metalúrgica. Las escorias fueron analizadas para identificar su composición química y verificar que no se haya alterado por la exposición ambiental, se observaron microscópicamente y se analizó la capacidad de neutralizar soluciones ácidas. Los resultados obtenidos muestran una gran variabilidad en la composición química de las escorias, producto de la variación en los procesos industriales. Se determinó una capacidad de alcalinización de 15 H+ equiv/kg de escoria de convertidor de oxígeno básico y 5 H+ equiv/kg de escoria de alto horno. Adicionalmente, las escorias de alto horno presentan una mejor hidraulicidad y mayor tamaño frente a las de convertidor de oxígeno básico. Estos resultados demuestran la potencialidad de estos subproductos como neutralizadores de drenaje ácido de mina en diferentes etapas del proceso de gestión de los residuos y efluentes mineros.
Palabras clave: residuos mineros, escorias siderúrgicas, reuso, barreras reactivas permeables, drenaje ácido de mina, neutralización.
ABSTRACT
Mining is essential for urban, industrial and technological development, however poorly managed mining projects generate negative impacts of great severity on the environment and human health. Some of these impacts include acid mine drainage. There are a large number of physical and chemical methods for the treatment of acid mine drainage, but current trends show a greater efficiency of passive treatments, in particular those including natural or waste alkaline materials. This paper analyzes the alkalinization potential of two types of steel slag, historically considered a waste material from the metallurgical industry. The slags were analyzed to identify their chemical composition and verify that it had not been altered by environmental exposure, they were observed microscopically and their ability to neutralize acidic solutions was measured. Obtained results show great variability on the chemical composition of the slags. The studies show an alkalinization capacity of 15 H+ equiv/kg of basic oxygen converter slag and 5 H+ equiv/kg of blast furnace slag. In addition, blast furnace slags present higher hydraulicity and larger size than basic oxygen converter slags. These results demonstrate the high potential of these by-products as acid mine drainage neutralizers.
Keywords: mining wastes, steel slag, reuse, permeable reactive barrier, acid mine drainage, neutralization.
- Introducción
En las últimas décadas, los procesos industriales han generado severos impactos ambientales negativos. Asimismo, la falta de regulación en algunas actividades y el crecimiento de la población promueven un uso masivo e indiscriminado de los recursos naturales. Un claro ejemplo de esto es la industria minera a nivel global, la cual ha tenido un crecimiento promedio superior al 400% entre la década de 1970 y la del 2010 (IRP, 2019).
Un proyecto minero mal gestionado puede provocar impactos instantáneos y catastróficos (Morril et al., 2020) o convertirse en pasivos extremadamente masivos y complejos para su manejo (Park et al., 2019; Wang et al., 2021) que afectan la biota, el aire, el suelo y el agua superficial y subterránea (De la O-Villanueva et al., 2013). Una de las principales preocupaciones ambientales al momento de operar un proyecto minero es la generación de drenaje ácido de minas (DAM, o AMD por su sigla en inglés). El DAM se produce de forma natural o biomediada cuando ciertos minerales, en particular sulfuros metálicos, son expuestos al aire y el agua. La minería, debido a la trituración de la roca, aumenta el área expuesta de los minerales acelerando el proceso. Adicionalmente, cuando los minerales son dispuestos en escombreras o diques de colas o no se continúa con el bombeo para deprimir el nivel freático al finalizar la etapa extractiva, la acción del agua magnifica el problema (USEPA, 1994; Aduvire, 2006).
Las reacciones por las cuáles se genera el DAM son complejas y heterogéneas, debido a los distintos minerales presentes y las condiciones ambientales (pH, Eh, pO2). Uno de los mecanismos más conocidos y estudiados es la oxidación de la pirita (FeS2), debido a ser uno de los minerales más comunes que acompañan a las menas de mayor interés económico (Ag, Cu, Au) (USEPA, 1994), el cual se encuentra representado en las Ecuaciones 1 a 4.
En el primer paso, la pirita entra en contacto con el aire y el agua para formar hierro ferroso. Luego, si el ambiente es suficientemente oxidante, el ion ferroso continuará oxidándose a ion férrico, el cual a valores de pH bajos suele precipitar como Fe(OH)3 (sólidos de color amarillo, naranja o rojo), promoviendo un mayor descenso del pH.
FeS2 + 7/2 O2 + H2O → Fe2+ + 2 SO4 2- + 2 H+
(Ecuación 1)
Fe2+ + 1/4 O2 + H+ → Fe3+ + 1/2 H2O
(Ecuación 2)
Fe3+ + 3 H2O → Fe(OH)3 (sólido) + 3 H+
(Ecuación 3)
FeS2 + 14 Fe3+ + 8 H2O → 15 Fe2+ + 2 SO4 2- + 16 H+
(Ecuación 4)
La conversión del hierro ferroso a hierro férrico es lenta en condiciones abióticas, pero puede ser acelerada hasta un millón de veces a través de la acción bacteriana de especies como el Thiobacillus ferrooxidans (Skousen et al., 2000). Si el catión Fe3+ no precipita, puede continuar oxidando a la pirita aún en ausencia de oxígeno, por lo que es la reacción que prevalece en las partes más profundas de los diques de cola o en agua subterránea cuando estos iones se infiltran. El proceso completo conlleva un aumento de los sólidos en suspensión y la disminución del pH, lo que promueve la liberación de iones metálicos que se solubilizan en medios ácidos (Aduvire, 2006).
El tratamiento del DAM puede dividirse en técnicas que evitan la formación del DAM, aquellas que previenen su transporte y aquellas que tratan la solución ácida generada para permitir su descarga, las cuales se presentan en la Figura 1 (Skousen et al., 2000). En el primer grupo se encuentran técnicas como el encapsulamiento y la cobertura o el anegamiento de las escombreras, que buscan evitar el contacto simultáneo con el agua y el aire, o la inoculación de bacterias sulfato reductoras, que inhiben el desarrollo de la reacción indicada en la Ecuación 1. En el segundo caso, se encuentran las técnicas de aislamiento y contención inferior mediante las cuales los minerales son dispuestos en terrenos aislados mediante barreras construidas con arcillas compactadas, membranas poliméricas o sistemas mixtos (Bowell et al., 1999; Lupo y Morrison, 2007; Onsy Mohamed y Paleologos, 2018). Por su parte, las técnicas de tratamiento del DAM se dividen en activos y pasivos. Los tratamientos activos se realizan en grandes volúmenes de solución, muchas veces como un pretratamiento para la reducción mayoritaria de los contaminantes, en tanques que cumplen la función de mezcladores/floculadores/sedimentadores o en lagunas aerobias o anaerobias, aunque también existen sistemas compactos que implican un menor tiempo, pero mayor uso energético. Los tratamientos pasivos, por su parte, se utilizan para escorrentías y flujos subterráneos de bajo volumen, para acciones de “pulido” o abatimiento final. Estos tratamientos pasivos se realizan incorporando materiales reactivos en barreras permeables, o inoculando la solución para un tratamiento biomediado. Este tipo de técnicas suele ser más amigable con el ambiente, no requieren energía y han migrado en los últimos años a la utilización de diversos residuos industriales como materiales reactivos para el tratamiento del DAM, como de muchos otros efluentes (Ziemkiewicz, 2003; Sheoran y Sheoran, 2006; Corrales-Pérez y Romero, 2013; Skousen et al., 2017).
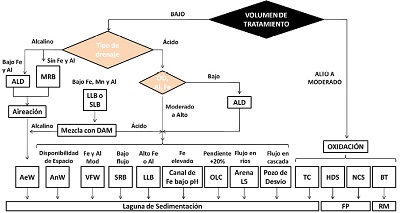 |
| Figura 1. Tratamientos utilizados en el drenaje ácido de mina. AeW: humedales aeróbicos, AnW: humedales anaeróbicos, VFW: humedales de flujo vertical: SRB: bioreactores, MRB: lechos de remoción de Mn, ALD: drenes calcáreos anóxicos, OLC: canales calcáreos abiertos, LLB: lechos calcáreos de lixiviación, SLB: lechos de lixiviación de escorias, TC: tratamiento convencional, HDS: lodos de alta densidad, NCS: neutralización-coagulación-decantación, BT: Bioteq®. (Adaptado de Aduvire, 2006 y Skousen et al., 2017). |
Las escorias siderúrgicas son subproductos de la fabricación del acero. El procesamiento de la mena de hierro para la obtención del acero consta de diferentes etapas, en las cuales se obtienen secuencialmente distintos tipos de escorias. Pueden identificarse 4 tipos de escorias, dependiendo de los procesos utilizados, los cuales se encuentran representados en la Figura 2. En cada uno de estos casos la escoria se obtiene como un sólido fundido consistente en una mezcla compleja de óxidos y silicatos, siendo sus principales constituyentes el calcio, silicio, aluminio y magnesio, con componentes minoritarios de manganeso, hierro y azufre (Aziz et al., 2014; Piatak et al., 2015).
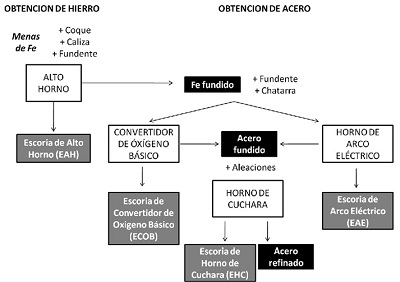 |
| Figura 2. Procesos de obtención de escorias (modificado a partir de Yildirim y Prezzi, 2011). |
Las escorias siderúrgicas son mayormente utilizadas en el proceso de producción de acero como fundente (Zhang et al., 2014), aunque también encontró usos como agregado en la producción de concreto y concreto asfáltico y como base de carreteras (USGS, 2013). Adicionalmente, se la ha empezado a utilizar como fertilizante o estabilizador de suelos debido a su capacidad de formar hidrogeles (Wang y Cai, 2006; Francisca y Mozejko, 2022). Dentro de las aplicaciones ambientales, las escorias se encuentran bajo estudio como adsorbente debido a su estructura porosa, y se ha comprobado que presenta un buen comportamiento como precipitante de iones metálicos debido a su alcalinidad (Yi et al., 2012; Francisca y Glatstein, 2020).
En los últimos años, las escorias siderúrgicas han estado bajo un riguroso estudio para el tratamiento del drenaje ácido de minas debido a su capacidad de alcalinizar el agua, sin embargo no se han encontrado referencias concretas en relación a las etapas del proceso minero en el cual pueden utilizarse (Baek et al., 2021; Name y Sheridan, 2014; Piatak et al., 2019).
El presente estudio tiene como objetivo establecer el potencial de uso de las escorias siderúrgicas para la mitigación del impacto causado por el drenaje ácido de minas. A tal fin se presenta una caracterización físico química del material, con énfasis en su composición elemental y potencial de alcalinización. Los resultados obtenidos son utilizados para el diseño de un sistema integrado de tratamiento de colas y efluentes mineros.
- Materiales y métodos
Las escorias utilizadas en el presente estudio corresponden a dos tipos, y ambas han sido provistas por un productor de acero local (Ternium Siderar, Grupo Techint). Las primeras son las escorias de alto horno (EAH), las cuales son sólidos de apariencia blanquecina y elevado porcentaje de calcio, silicio, aluminio y magnesio, siendo su uso principal dentro del mismo proceso de acería como fundente. Las segundas son las escorias obtenidas en el proceso de transformación del arrabio en acero por medio de un convertidor de oxígeno básico (ECOB), de una apariencia gris oscuro debido al aumento en el porcentaje de hierro. De acuerdo a los datos provistos por el productor de las escorias, las escorias ECOB presentan un mayor porcentaje de calcio y menor cantidad de silicio en comparación de las EAH, los que les otorgan una mayor basicidad. En las escorias ECOB también se observa una reducción sustancial en el contenido de aluminio, un aumento en el contenido de manganeso y valores similares de magnesio, por mencionar los componentes mayoritarios.
En la Figura 3 pueden observarse los valores promedios y rangos, indicados mediante barras de error, de la composición de ambas escorias, analizados en las coladas durante 1 año (Ternium Siderar).
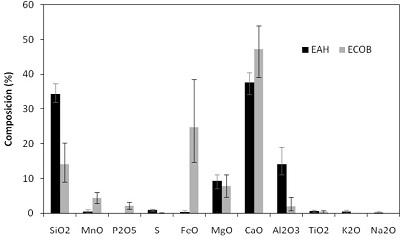 |
| Figura 3. Valores medios anuales y rangos de composición de las escorias siderúrgicas analizadas (Fuente: datos provistos por el generador de las escorias). |
Dado que no se cuenta con una fecha de generación cierta de las escorias utilizadas en el ensayo, resulta imposible estimar el efecto de las condiciones atmosféricas sobre las mismas, las cuales se encontraban a la intemperie. Por este motivo, se realizaron ensayos de caracterización específicos para las muestras empleadas.
2.1. ENSAYOS DE CARACTERIZACIÓN FÍSICO-QUÍMICA
Las muestras fueron inicialmente secadas en estufa a 105 °C durante 24 horas y luego molidas manualmente a fin de separar las partículas aglomeradas. A continuación, las escorias se observaron mediante microscopía electrónica de barrido (Hitachi SU8010) para una inspección morfológica.
Las muestras fueron luego sometidas a un análisis de tamaño utilizando un sistema de difracción láser Malvern 3000 Hydro EV, obteniendo así los tamaños característicos D10, D50 y D90. La composición química elemental mayoritaria (expresada como óxidos) fue determinada mediante espectrometría de fluorescencia de rayos X (Philips PW 2400).
- Resultados
3.1. CARACTERIZACIÓN FÍSICO-QUÍMICA
La inspección preliminar por medio de SEM permitió observar partículas de mayor tamaño en el caso de las escorias del alto horno frente a las ECOB (Figura 4). Asimismo, fue posible identificar una importante cantidad de macroporos esféricos en el caso de las EAH, lo cual no se observó en las segundas.
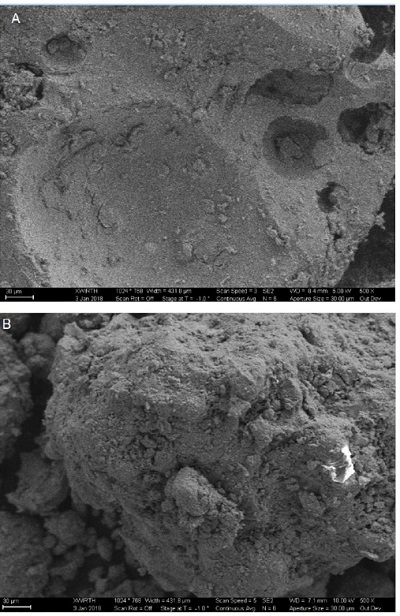 |
| Figura 4. SEM Escoria (a) Blanca (EAH) y (b) Gris (ECOB). |
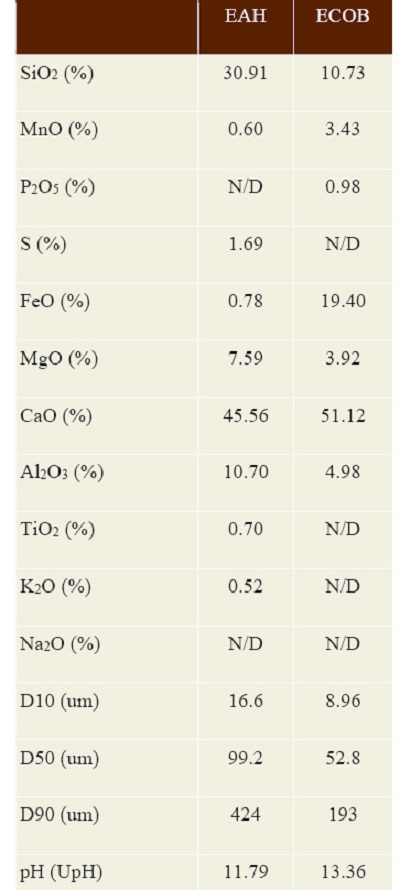
Esta evaluación inicial fue confirmada por el análisis láser de partículas, en el que se observó que el tamaño de la EAH es prácticamente el doble que el tamaño de la ECOB, considerando todas las fracciones analizadas, como se presenta en la Tabla 1. En dicha tabla también se pueden observar los resultados de caracterización de las escorias utilizadas. Puede observarse que independientemente del tiempo transcurrido entre la colada y la recolección, los valores obtenidos se encuentran dentro del rango informado por la empresa generadora de las escorias.
| Tabla 1. Caracterización físico química de las escorias utilizadas. |
 |
3.2.ESTUDIOS DE NEUTRALIZACIÓN
En la Figura 5 se presentan las curvas de titulación de las suspensiones de escorias. La muestra EAH representada en la Figura 5 (a) muestra un valor de pH inicial entre 11,8 y 12,5 UpH, según se analice entre 1 o 28 días de contacto. Esta suspensión presenta un rápido descenso de pH con el agregado de ácido hasta valores cercanos a 6, indicando la ausencia de especies amortiguadoras en ese rango de pH. En valores cercanos a 6 y 3,5 se observa un amortiguamiento en la suspensión, producto de la disociación de las especies presentes en la escoria. Es importante resaltar también que no se observan diferencias significativas en los valores de pH encontrados al día y a los 28 días de ensayo, entendiéndose así que las especies reactivas son de disociación rápida.
En la Figura 5 (b) puede observarse el resultado de la titulación de la ECOB, con un comportamiento notoriamente diferente al anterior. En primer lugar, el valor de pH inicial de la suspensión es de 13,3 UpH, el cual permanece casi inalterable a lo largo de los 28 días de ensayo. Luego, se observa una importante capacidad de amortiguamiento en las primeras etapas del ensayo, entre los 11 y 13 UpH. De acuerdo al tiempo analizado se observaron diferencias significativas en los valores de pH registrados al agregar entre 5 y 25 equiv H+/kg escoria siderúrgica (ECOB), indicando que distintas especies están generando un amortiguamiento en el corto y en el largo plazo, sin embargo en mayor o menor medida es posible observar una neutralización en valores cercanos a 6,5 y 3,5.
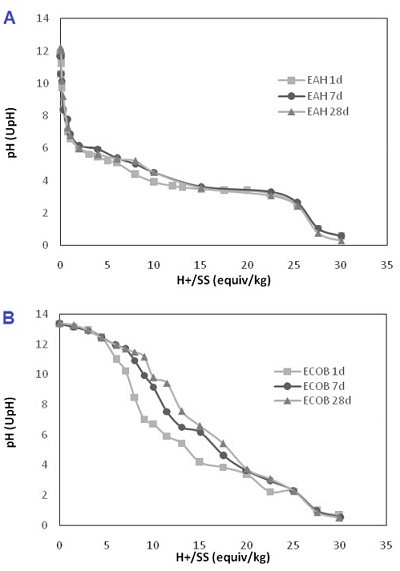 |
| Figura 5. Titulación de suspensión de escorias: (a) Blanca (EAH) y (b) Gris (ECOB). |
- Discusión
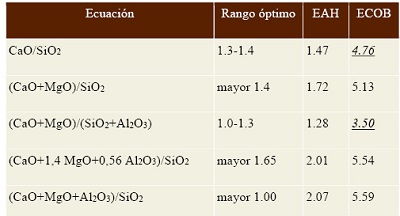
A fin de conocer el comportamiento mecánico bajo condiciones de saturación se determinó la hidraulicidad mediante las ecuaciones propuestas por diversos autores (Puertas et al., 1993; Pribulova et al., 2018) que se presentan en la Tabla 2. Los resultados obtenidos son utilizados para determinar el uso más adecuado para cada una de las escorias en la mitigación del DAM.
Se observa que la EAH cumple casi en su totalidad las distintas condiciones impuestas por cada ecuación (Tabla 2). Sin embargo, la muestra de ECOB no se encuentra dentro de los rangos establecidos en 2 de ellos, o sus valores son muy superiores a los rangos habituales. Esto se debe al bajo contenido de silicio en la muestra analizada (10,73%), frente a los promedios históricos (14,15%) o máximos registrados (20,2%).
| Tabla 2. Valores de hidraulicidad de las escorias ensayadas. Se subrayan los valores que exceden ampliamente el rango óptimo. |
 |
Para las escorias del convertidor de oxígeno básico, los resultados indican una capacidad de neutralización de 15 m3 de un DAM con pH = 3 por cada kg de escoria. Debido a su elevado potencial de alcalinización pueden ser dispuestas en dos unidades: en una primera instancia, las fracciones más finas pueden codisponerse en las escombreras a fin de neutralizar de forma inmediata el ácido generado, mientras que las partículas más gruesas pueden utilizarse en tanques de neutralización si el volumen de líquido generado lo amerita. La fracción más gruesa puede colocarse en un soporte para facilitar así su retiro y reposición frente a su agotamiento o al alcanzar la capacidad máxima de neutralización para el líquido que se está tratando.
Los resultados de neutralización obtenidos con las escorias de altos hornos evidencian una capacidad de neutralización de 5 m3 de solución ácida (pH=3) por kg de escoria. De esta manera, por su óptima hidraulicidad, relativamente baja basicidad, menor capacidad de neutralización y mayor tamaño pueden encontrar un uso adecuado como núcleo reactivo en los diques de cola o en los sistemas pasivos de acondicionamiento final.
- Conclusiones
La escoria de altos hornos presentó un mayor tamaño (D50= 99 um), hidraulicidad adecuada y capacidad de neutralización igual a 5 equiv H+/kg, con especies de rápida disociación. Por el contrario, la escoria de del convertidor de oxígeno básico presentó un menor tamaño (D50= 52 um), bajas capacidades hidráulicas, pero una mejor capacidad de neutralización, alcanzando los 15 equiv H+/kg, con especies de disociación lenta, evidenciado por el cambio en el pH con el tiempo.
Estas diferencias significativas en cuanto a la composición y reactividad química, en particular, la diferencia entre el comportamiento de neutralización en el corto y el largo plazo de ambas escorias, coincidente con lo reportado por Yan et al. (1998), permite hacer una diferenciación inicial en cuanto a su uso en diferentes etapas del proyecto de remediación minera.
Los resultados obtenidos muestran la posibilidad de tratar lixiviados de residuos mineros y mitigar su impacto ambiental mediante el uso de un coproducto de la industria siderúrgica, que durante mucho tiempo se consideró un residuo industrial. El potencial de generar ácidos en el primer caso (residuo minero) y bases en el segundo (escorias de la industria siderúrgica) los presentan como residuos complementarios para su tratamiento.
Contribuciones de los autores
(1) conceptualización: FMF, DAG, (2) análisis o adquisición de datos: DAG, (3) desarrollo metodológico/técnico: FMF, DAG (4) redacción del manuscrito original: DAG, (5) redacción del manuscrito corregido y editado: FMF, DAG, (9) financiamiento: FMF, DAG.
Financiamiento
Esta investigación fue parcialmente financiada por CONICET (11220100100390CO), FONCyT (PICT 2019-1289) y SECyT-UNC (05/M265).
Agradecimientos
Los autores agradecen al ISEA-SECyT-UNC por proveer acceso a las instalaciones donde se realizó parte de las investigaciones, y a Ternium Siderar del grupo Techint por la provisión de las escorias siderúrgicas.
Conflictos de interés
Los autores declaran que no existe conflicto de intereses para la publicación del presente artículo. Las opiniones vertidas en el documento son de los autores y no representan la opinión de las organizaciones, universidad, agentes de financiamiento ni de la empresa que proveyó las escorias.
Referencias
Aduvire, O., 2006, Drenaje ácido de mina, generación y tratamiento: Madrid, España, Instituto Geológico y Minero de España, 140p.
Aziz, M.M.M., Hainin, M.R., Yaacob, H, Ali, Z., Chang, F.L., Adnan, A.M., 2014, Characterisation and utilization of steel slag for the construction of roads and highways: Materials Research Innovations, 18(6), 255-259. https://doi.org/10.1179/1432891714Z.000000000967
Baek, I., Kim, J., Song, Y., Kim, T., 2021, Neutralization effect of slag on the acid rock drainage: Geo-Engineering, 12(2), 1-5. https://doi.org/10.1186/s40703-020-00131-2
Bowell, R.J., Williams, K.P., Connelly, R.J., Sadler, P.J.K., Dodds, J.E., 1999, Chemical containment of mine waste, en Metcalfe, R., Rochelle, C.A. (eds), Chemical Containment of Waste in the Geosphere: London, UK, The Geological Society of London, 213-240.
Corrales-Pérez, D., Romero, F. M., 2013, Evaluación de la peligrosidad de jales de zonas mineras de Nicaragua y México y alternativas de solución: Boletín de la Sociedad Geológica Mexicana, 65(3), 427–446. https://doi.org/10.18268/ bsgm2013v65n3a1
De la O-Villanueva, M., Meza-Figueroa, D., Maier, R.M., Moreno, D., Gómez-Alvarez, A., Del Río-Salas, R., Mendívil, H., Montijo, A., 2013, Procesos erosivos en jales de la presa I de Nacozari de García, Sonora, y su efecto en la dispersión de contaminantes: Boletín de la Sociedad Geológica Mexicana 65(1), 27-38. http://dx.doi.org/10.18268/BSGM2013v65n1a3
Francisca, F.M., Glatstein, D.A., 2020, Environmental application of basic oxygen furnace slag for the removal of heavy metals from leachates: Journal of hazardous materials, 384, 121294, 1-7. https://doi.org/10.1016/j.jhazmat.2019.121294
Francisca, F.M., Mozejko, C.A., 2022, Hydraulic and mechanical behavior of compacted silts modified by waste steel slag: Geomechanics for Energy and the Environment,32, 100323. https://doi.org/10.1016/j.gete.2022.100323
International Resource Panel (IRP), 2019, Global Resources Outlook 2019: Natural Resources for the Future We Want: Nairobi, Kenya, United Nations Environment Programme, 162 p.
Lupo, J.F., Morrison, K.F., 2007, Geosynthetic design and construction approaches in the mining industry: Geotextiles and Geomembranes, 25, 96–108. https://doi.org/10.1016/j.geotexmem.2006.07.003
Morrill, J., Sampat, P., Personius, P., 2020, Safety First: Guidelines for responsible mine tailings management, , Earthworks, MiningWatch Canada and London Mining Network, 39 p.
Name, T., Sheridan, C., 2014, Remediation of acid mine drainage using metallurgical slags: Minerals Engineering, 64, 15–22. https://doi.org/10.1016/j.mineng.2014.03.024.
Onsy Mohamed, A.M., Paleologos, E.K., 2018, Fundamentals of geoenvironmental engineering: Understanding soil, water, and pollutant interaction and transport: Oxford, UK, Elsevier, 688 p. https://doi.org/10.1016/B978-0-12-804830-6.00011-9
Park, I., Tabelin, C.B., Jeon, S.,Li, X., Seno, K., Ito, M., Hiroyoshi, N., 2019, A review of recent strategies for acid mine drainage prevention and mine tailings recycling: Chemosphere, 219, 588-606. https://doi.org/10.1016/j.chemosphere.2018.11.053
Piatak, N.M., Parsons, M.B., Seal, R.R., 2015, Characteristics and environmental aspects of slag: A review: Applied Geochemistry, 57, 236–266. https://doi.org/10.1016/j.apgeochem.2014.04.009
Piatak, N.P., Seal, R.R., Hoppe, D.A., Green, C.J., Buszka, P.M., 2019, Geochemical characterization of iron and steel slag and its potential to remove phosphate and neutralize acid: Minerals, 9(468), 1-26. https://doi.org/10.3390/min9080468
Pribulová, A., Futáš, S., Petrík, J., Pokusová, M., Brzeziński, M., Jakubski, J., 2018, Comparison of cupola furnace and blast furnace slags with respect to possibilities of their reutilization: Archives of Metallurgy and Materials, 63(4), 1865-1873. https://doi.org/10.24425/amm.2018.125117
Puertas, F., 1993, Escorias de alto horno: composición y comportamiento hidráulico: Materiales de Construcción, 43(229), 37-48. DOI: https://doi.org/10.3989/mc.1993.v43.i229.687
Sheoran, A.S., Sheoran, V., 2006, Heavy metal removal mechanism of acid mine drainage in wetlands: A critical review: Minerals Engineering, 19, 105–116. https://doi.org/10.1016/j.mineng.2005.08.006.
Skousen, J., Sexstone, A., Ziemkiewicz, P., 2000, Acid mine drainage control and treatment, en Barnhisel, R.I., Darmody, R.G., Daniels W.L., (eds.), Reclamation of drastically disturbed lands, 2nd ed.: Madison, WI, American Society of Agronomy, 131–168.
Skousen, J., Zipper, C.E., Rose, A., Ziemkiewicz, R.F., Nairn, R., McDonald, L.M., Kleinmann, L.R., 2017, Review of passive systems for acid mine drainage treatment: Mine Water Environment, 36, 133–153. https://doi.org/10.1007/s10230-016-0417-1
United States Environmental Protection Agency (US-EPA), 1978, Field and laboratory methods applicable to overburdens and minesoils: Washington, DC., Environmental Protection Agency, Research Report 530-R-94-036 NTIS PB94-201829, 218p.
United States Environmental Protection Agency (US-EPA), 1994, Acid mine drainage prediction: Washington, DC., Environmental Protection Agency, Technical document 600/2-78-054, 52p.
United States Geological Survey (USGS), 2013, Slag-Iron and Steel. Washington, D.C., 10p.
Wang, X., Cai, Q.S., 2006, Steel slag as an iron fertilizer for corn growth and soil improvement in a pot experiment: Pedosphere, 16(4), 519-524. https://doi.org/10.1016/S1002-0160(06)60083-0
Wang, Z., Xu, Y., Zhang, Z., Zhang, Y., 2021, Review: Acid Mine Drainage (AMD) in Abandoned Coal Mines of Shanxi, China: Water, 13(8), 1-21. https://dx.doi.org/10.3390/w13010008
Yan, J., Bäverman, C., Moreno, I., Neretnieks, I., 1998, Evaluation of the time-dependent neutralizing behaviors of MSWI bottom ash and steel slag: The Science of the Total Environment, 216, 41-54. https://doi.org/10.1016/S0048-9697(98)00133-8.
Yi, H., Xu, G., Cheng, H., Wang, J., Wan, Y., Che, H., 2012, An overview of utilization of steel slag: Procedia in Environmental Science, 16, 791-801. https://doi.org/10.1016/j.proenv.2012.10.108
Yildirim, I.Z., Prezzi, M., 2011, Chemical, mineralogical, and morphological properties of steel slag: Advances in Civil Engineering, 463638. https://doi.org/10.1155/2011/463638.
Zhang, J., Matsuura, H., Tsukihashi, F., 2014, Processes for recycling, en Seetharaman, S. (ed.), Treatise on Process Metallurgy Volume 3: Industrial Processes, Oxford, UK, Elsevier, 1507-1561.
Ziemkiewicz, P.F., Skousen, J.G., Simmons, J., 2003, Long-term Performance of Passive Acid Mine Drainage: Mine Water Environment, 22, 118–129. https://doi.org/10.1007/s10230-003-0012-0
La revisión por pares es responsabilidad de la Universidad Nacional Autónoma de México.
Este es un artículo Open Access bajo la licencia CC Y-NC-SA (https://creativecommons.org/licenses/by-nc-sa/4.0/)